





MB Conveyors has been designing and manufacturing premium material handling solutions since 1985. With nearly four decades of experience, they specialise in conveyor belts, elevators, material separators, conveyor lines and integrated storage systems, with a strong focus on the plastics and PET processing industries.
Every system is engineered to meet the exact needs of the application, from single conveyors to fully integrated, custom-built handling lines. Quality is central to everything MB does, with each machine designed, built and tested to ensure long-term reliability, efficiency and consistent performance in demanding production environments.
From 1 January 2026, MB Conveyors has introduced its new 5-Year Premium Warranty, reinforcing its commitment to reliability while giving customers long-term confidence, reduced risk and added peace of mind from day one. Speak to the team to find out more.
If you need help identifying the right solution for you, we recommend chatting through your needs with our expert team. With over 35 years of experience in plastics, we are here to help you every step of the way.

Summit Systems is pleased to announce a major milestone from its long-term partner MB Conveyors. From 1 January 2026, MB Conveyors will introduce a 5-year Premium Warranty across its full range of conveyors and material handling systems, reinforcing its commitment to long-term reliability, performance and customer confidence.
This extended warranty marks a significant step forward for processors investing in conveyor technology. It is more than added protection, it is a clear statement of confidence in design quality, manufacturing standards and proven field performance.
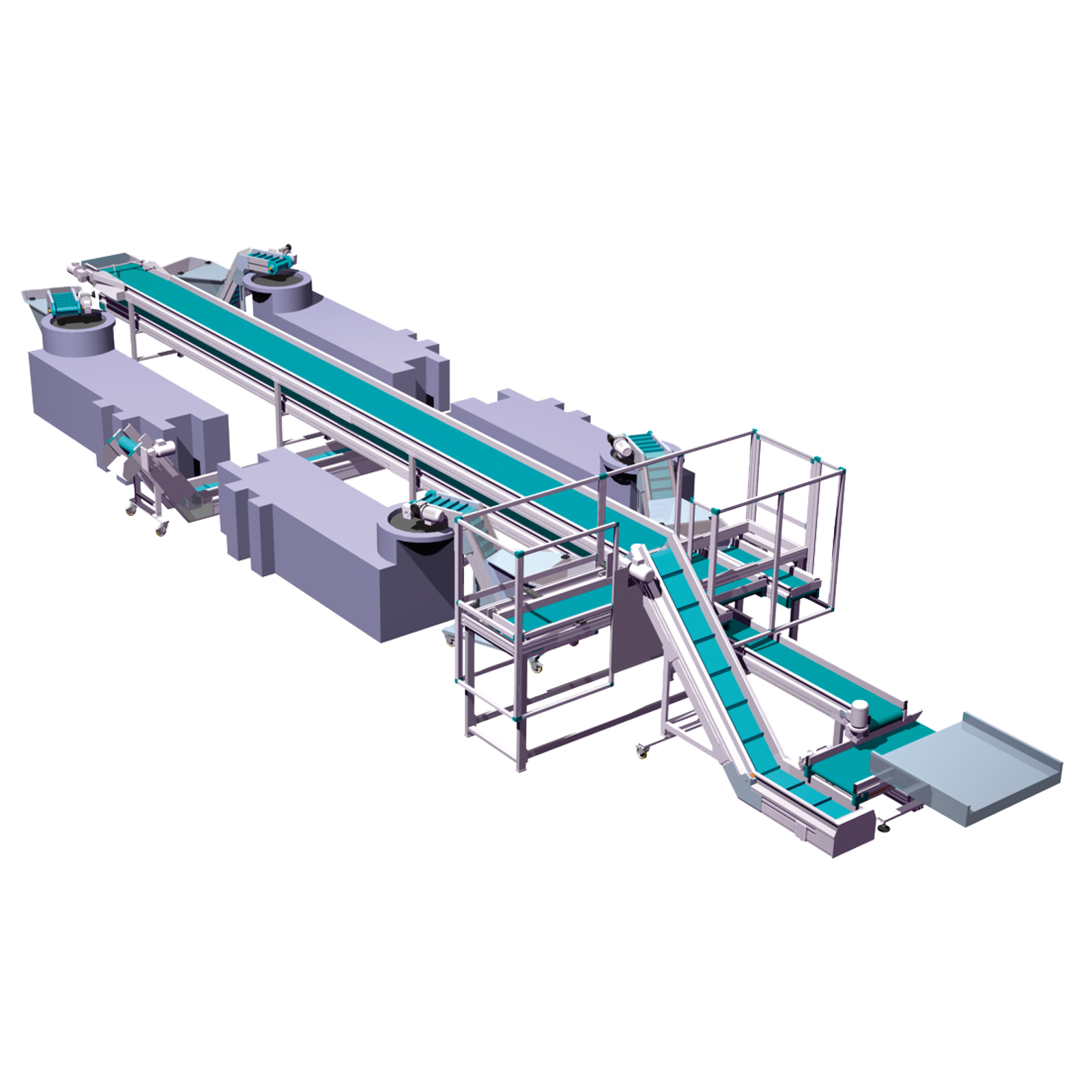
MB Conveyors has been designing and manufacturing high quality conveyor belts, elevators, material separators, conveyor lines and storage systems since 1985, with particular attention to applications in the plastics and PET processing sector, producing custom-made solutions, single conveyors, and systems for every product handling application.
Over 40 years of background and experience in mechanics explains their passion for the product and careful attention to detail. Quality is assured by performing rigorous tests along every step of the production line, using the latest generation production systems, and choosing only the highest quality materials.
The MB Conveyors team always put customers’ ideas at the centre of their work, making sure that their business becomes the ground on which to express the value of their professionalism.
“No single conveyor can comply with every customer’s requirements, but every requirement needs a dedicated conveyor” , this is their motto and they put it into practice every day with well-designed, quality products designed to meet customers requirements.















